

روش اکستروژن بهترین روش برای شکستن ساختار ریختگی بیلت است
تولیدات و مصنوعات آلومینیومی موجود در صنعت و ساختمان غالبا توسط ماشین آلات خاص تولید میگردند که این ماشین آلات را در اصطلاح اکستروژن می نامند .
واحد اکستروژن بهمن پروفیل
تولیدات و مصنوعات آلومینیومی موجود در صنعت و ساختمان غالبا توسط ماشین آلات خاص تولید میگردند که این ماشین آلات را در اصطلاح اکستروژن می نامند . با این ماشین آلات می توان با نیروی زیاد و به کمک قالب های فولادی نسبت به تولید کلیه ی مقاطع به صورت خاص به اشکال هندسی و غیر هندسی اقدام نمود.
در واقع روش اکستروژن بهترین روش برای شکستن ساختار ریختگی بیلت است که به کمک قالب های فولادی و نیروی فشار تولید انواع آلیاژها (استحکام بالا و استحکام پایین) با بالاترین خواص فیزیکی و مکانیکی میسر خواهد شد .(باید توجه داشت که نرخ اکستروژن پذیری بسته به نوع آلیاژ و شکل قالب متفاوت است).
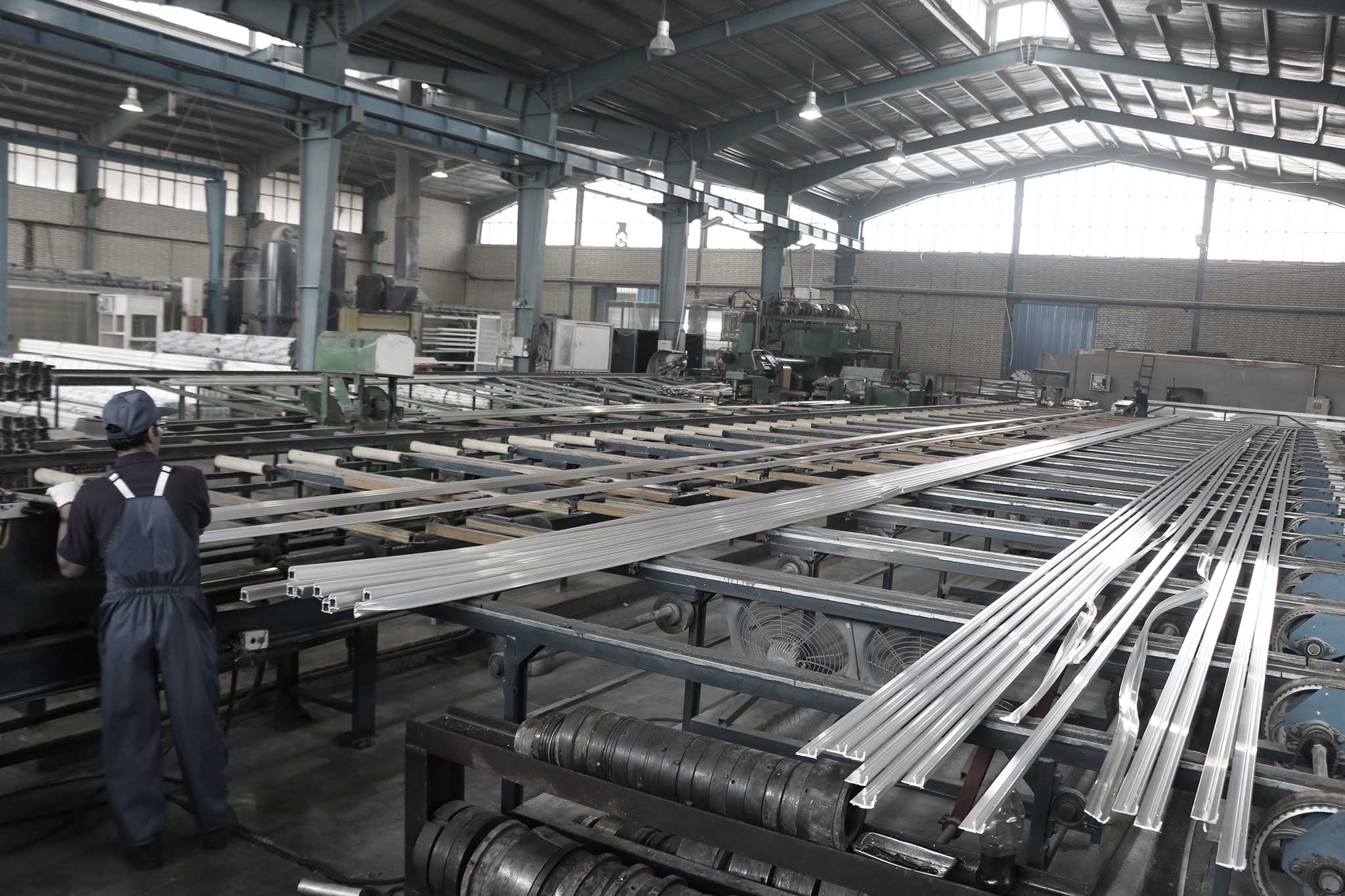
با توجه به شکل قالب پروفیل هایی با طول بسیار بلند (حدود 40 متر) تولید می گردد که بعد از تولید بر روی یک نوار نقاله از جنس نمد نسوز انتقال می یابد تا درصد ضایعات ایجاد شده در مراحل بعدی اکستروژن به طرز چشم گیری کاهش پیدا کند. بنا بر آلیاژ تولیدی و خواص مکانیکی نهایی پروفیل روش های سرد کاری مختلفی برای پروفیل در نظر گرفته می شود.کویینچ سریع که توسط آّب و جلوی اکستروژن تعبیه شده است یا سرد کردن به آرامی که در دمای محیط در نتیجه تماس پروفیل با هوای آزاد و به مرور زمان بر آورده خواهد شد . باید توجه شود که این عملیات یک قدم مهم برای دستیابی به خواص متالوژیکی کافی پس از پیر سازی می باشد .






تابگیری Stretching
بعد از سرد شدن کامل پروفیل ، به منظور اصلاح هر گونه پیچش و تابیدگی مقاطع را توسط دو فک هیدرولیکی بسیار قوی تابگیری می نمایند.شایان ذکر است که دستیابی به ابعاد نهایی پروفیل ها در این مرحله انجام می گردد.
بنابر این اندازه گیری دقیق در این قسمت نقش بسازایی را خواهد داشت زیرا دقت در اندازه گیری ارتباط مستقیمی با تولید محصول نهایی اکسترود شده خواهد داشت .انطباق کامل محصول تولیدی با نیاز مشتری از هر لحاظ تنها در دقت در طراحی و ساخت قالب و همچنین اندازه گیری میسر خواهد بود.
همچنین در برخی آلیاژها از این مرحله به عنوان عملیات کار سرد یا تنش زدایی از ساختار استفاده می گردد.
برش کاری Cutting
پروفیل های تولیدی با طول بلند در این مرحله برش داده می شوند تا طول تعیین شده توسط مشتری حاصل گردد.
برای برش پروفیل های آلومینیومی از اره های مدور استفاده می شود. باید در نظر داشت که سطح برش پروفیل ها باید کاملا گونیا و بدون هیچ گونه پلیسه و یا تورفتگی باشد.
گروه صنعتی بهمن پروفیل با در اختیار داشتن دو دستگاه پرس اکستروژن 2500و1500 تن اتوماتیک و کادری مجرب در زمینه کنترل کیفیت و تولید قادر است سالیانه 2400 تن انواع مقاطع عمومی و اختصاصی آلومینیومی مطابق و منطبق با نیاز مشتیان گرامی را تولید و به بازار عرضه نماید.
